Share
Pin
Tweet
Send
Share
Send

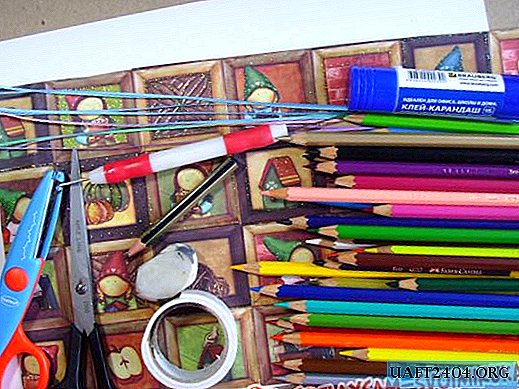
この記事では、金属板に刻印または描画をエッチングする方法を検討します。このために必要なもの:
- プラスチックまたはガラスの容器。
- 塩。
- 金属板。
- 電源5-12ボルト。
- 接続ワイヤ。
金属への電気化学彫刻
ステップ1.金属板から長方形の断片を切り取り、その上に碑文をエッチングします。どんな金物屋でも厚さ1〜2 mmの金属板を手に入れることができます。最も安いスチールアイを購入しました。
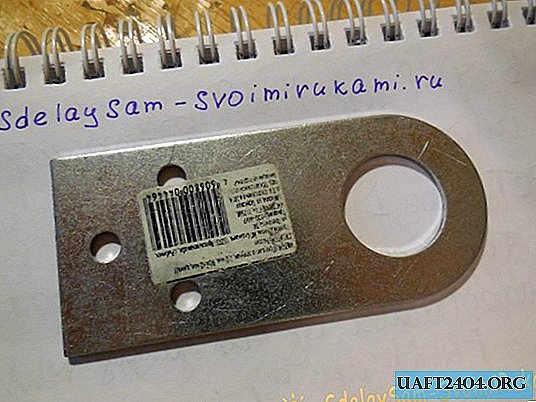
それの一部を切り取ります:
ステップ2.最初に大きなサンドペーパーでワークピースの表面を完全にサンディングし、次に細かくします。表面は光沢があり、多くの小さな傷で覆われている必要があります。また、プレートの端と端に沿ってサンドペーパーで行く必要があります。紙やすりで磨いた後、アルコール、溶剤で金属を脱脂するか、お湯と石鹸で十分にすすぐ必要があります。その後、油っぽい手で表面に触れることはできません。

ステップ3.レーザープリンターを使用して、インターネット上で繰り返し説明されているレーザーアイロン技術を使用して、金属に不死化され、金属に転写されるパターンを印刷します。鏡像で印刷する必要があります。手元にレーザープリンターがない場合は、マニキュアまたは消えないマーカーで絵を描くこともできます。網掛け部分は手付かずのままであり、ベアメタルは電気分解を受けます。ただそれを取得します。
ステップ4.ワークピースの酸洗の準備が完全に整ったので、非金属容器を用意し、そこに水を注ぎ、塩を注ぐ必要があります。エッチング速度は塩の濃度に強く依存し、塩が多いほどプロセスは速くなります。エッチング速度が速すぎると、プリンターのワニスまたはトナーの保護層が損傷する恐れがあり、図面の品質が低下します。最適な比率は、コップ1杯の水につき大さじの塩です。
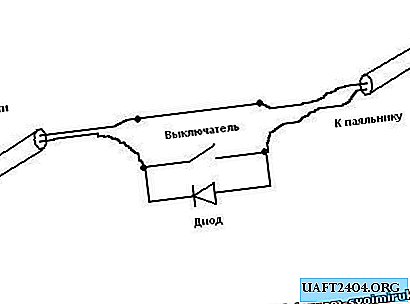
タンクでは、アノードを固定する必要があります、すなわち金属ビレット自体とカソードは単純な金属片です。その面積が大きいほど、エッチング速度は高くなります。エッチングシステムは下の写真にはっきりと示されています:
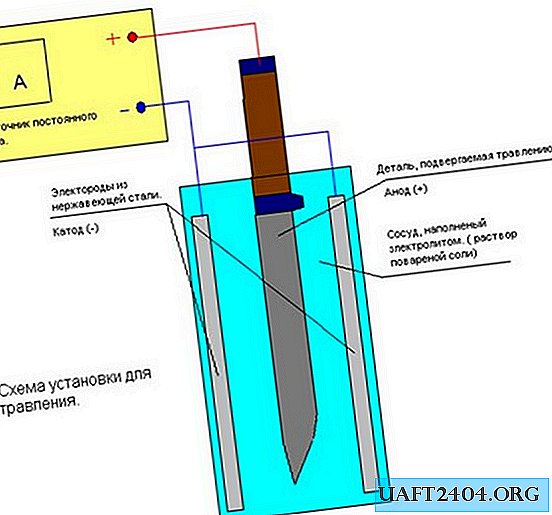
電源からプラス(アノード)はワークピースに接続され、マイナス(カソード)はソリューションに接続されます。この場合、ワークピースのすべての側面にいくつかのネガティブコンタクトを確立することが望ましく、そうするとエッチングはすべての側面で均等に行われます。

電源に関するいくつかの言葉。私はコンピューターの電源、またはその12ボルトのラインを使用します。電圧が高いほど、エッチング速度は高くなります。あなたは、その出力5ボルトで、携帯電話に通常の充電器を使用することができます、この電圧はかなり十分でしょう。電圧を12ボルト以上上げないでください。そうしないと、プロセスが活発になりすぎ、ワニスの保護層が消えて、溶液が過熱します。
すべてのワイヤを正しく接続したら、電源をオンにします。バブルはネガティブコンタクト(カソード)から直ちに開始されます。これは、プロセスが進行していることを意味します。気泡がワークピースから出始めた場合は、電源の極性を変更する必要があります。

数分のエッチングの後、溶液の表面に不快な黄緑色の泡が形成されます。

30〜40分後、最初に電源をオフにすることで、ワークピースをソリューションから取り外すことができます。それは黒いコーティングで覆われます、これは正常です。

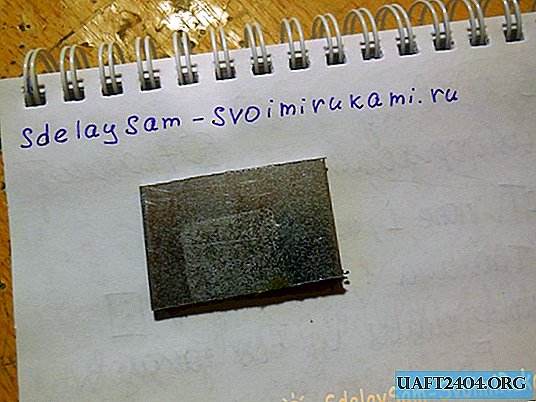
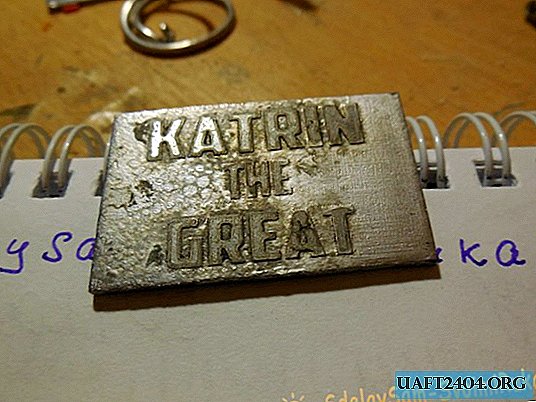
ステップ5.プラークから金属をきれいにし、トナーまたはワニスを拭き取り、必要に応じて表面を再度サンディングするだけです。黒色コーティングは、通常の水、ワニスまたはトナーの流れの下で簡単に除去され、アセトンまたはネイルポリッシュリムーバーで洗い流されます。金属上の文字がエンボス加工され、エッチング後に金属表面自体が不透明になったことが明らかになりました。
Share
Pin
Tweet
Send
Share
Send