Share
Pin
Tweet
Send
Share
Send

溶接中に、部品を同時につかみ、特定の角度で保持する必要がある場合があります。このような作業には、2人または特別なツールが必要です。最も一般的に使用されるクランプ。その助けを借りて、部品セットを正しい位置に修正します。ただし、クランプには多くの欠点があります。したがって、この作業を不要なトラブルなしで迅速に実行するのに役立つ特別な磁気ホルダーが必要です。
溶接のための磁気コーナーの利点
- 両方の金属部分を保持できるので、手が自由になって主な仕事をすることができます。
- ジャンクションへのアクセスをブロックしないため、クランプよりも優れています。
- 角度のいくつかのオプションを作成できます。
- 使いやすい。
- 製造に大きな費用は必要ありません。
磁気コーナーの製造プロセス
まず、直径約15 cm、内径約5 cmの磁気ディスクが必要です。厚さ3 mm、一辺20 cmの正方形の板金も必要です。正方形の辺が完全に平らであることが非常に重要です。磁石の厚さは、作業で最も使用される材料を超えないことが望ましい。最適なオプションは1〜1.5 cmです。

磁石を正方形の中央に配置し、マーカーで円を描いてマークアップを作成します。次に、金属にカットラインを適用します。これは、パターンを作成するために行う必要があります。

ワークを万力で固定し、タービンの助けを借りて余分な要素を切り取りました。

結果のパーツを2番目の正方形に適用して、その輪郭を一周します。次に、タービンで余剰分を取り除きます。

得られた2つのワークピースを接続し、溶接でつかみます。これで、2つの部分で1つの操作をすぐに実行できます。
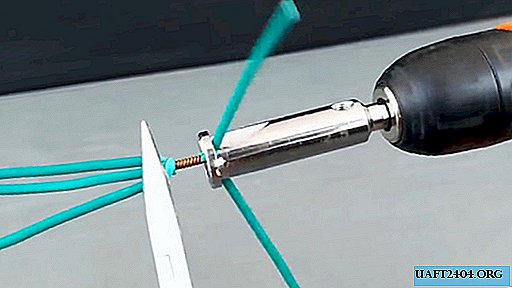
次に、2つのスレッドカップリングが必要です。磁石をワークピースに取り付け、それを以前に指定された場所に適用します。次に、結合をその周囲に、互いに同じ距離で分散させます。マーカーで位置をマークします。

カップリングを取り外します。カップリングの位置の中心に穴をマークします。次に、カップリングの穴の直径に対応するドリルを使用して、ワークピースに穴を開けます。それらを介して、固定用のボルトが取り付けられます。

その後、磁石の内側の穴の直径でパイプをワークピースに溶接します。この場所で修正します。その結果、旋盤のチャックに固定できる部品を得ました。

機械のドリルとカッターを使用して、磁気リングの内径に等しい穴を作成します。

溶接パイプを取り外し、部品を清掃します。同時に、コーナーへのコンプライアンスを維持しながら、完全に均一なエッジを取得することが非常に重要です。したがって、研磨機だけでなく、ファイルも使用する必要があります。ある種の測定ツールを作成します。つまり、作業の精度は最高でなければなりません。

次のステップでは、それらのカップリングとボルトが必要になります。

ワークピースは切断され、クリーニングされます。次に、磁石とカップリングをそれらの1つに取り付けます。

上から、2番目のブランクで覆われ、カップリングを介してボルトで位置を固定しますが、最後まで締めません。

最後の段階で、構造が調整され、コーナーとの適合性がチェックされます。次にボルトを締めます。磁気テンプレートは準備完了です。


Share
Pin
Tweet
Send
Share
Send