Share
Pin
Tweet
Send
Share
Send
1X6VFスチールから金属用の弓のこ刃をドリルするのに同じ操作が必要になる場合があり、そこからいくつかの有用な製品を作ることができます。 9XFスチールで作られた機械のこぎりの刃は、ナイフの製造だけでなく、たとえば、非標準のキーリングにも適しています。

必要なツールとサンプル
考慮されているすべてのブランドおよびその他のブランドの高速度鋼は、異なるデザインのタイルに槍形(フェザー)ドリルを使用して穴あけされます。そのため、たとえば、シャンクは円形または六角形に作られていますが、これは主な作業であるドリル加工にとって基本的に重要ではありません。

それらは、ほぼすべての建設店またはあらゆる種類のツールを販売する販売店で自由に販売されています。非常に重要なのは、このタイプと目的のドリルは安価であるという点で魅力的です。
また、高速度鋼の穴あけには、さまざまな形状とデザインのコーンが必要になります。彼らの助けを借りて、精度、純度、形状、必要なドリル穴の直径が確保されます。

次のサンプルをドリルする必要があります。
- スチールグレード9HFで作られたフレームソーの一部。
- 1H6VFスチール製の刃のこぎりの刃。
- HSSスチールソーブレード。
高速度鋼のサンプルを掘削するプロセス
金属用の弓の刃から始めましょう。 ツールとして、ダイヤモンドホイールで複数回研磨されたタイルの使用済みペンドリルを選択します。つまり、間違いなく最高の結果をもたらす工場の研ぎ澄ましから、何も長く残っていません。
ツールを電動ドリルチャックに挿入し、グリースや冷却を使用せずに穴あけを開始します。動作モードとして、低速を選択します。処理が遅いことに気付きますが、しばらくすると、キャンバスに円錐形のくぼみができます。これは、ドリルの形状に起因する一種の皿穴です。

反対側に結節が現れるまでドリルします。

その後、カンバスを裏返し、結核に導かれてプロセスを続行します。


片側または反対側から交互に穴を開けて、目的のサイズになるまで穴の直径を大きくします。

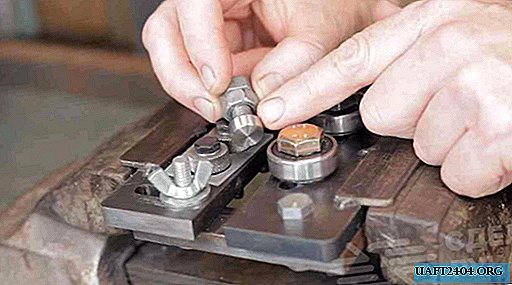
次のサンプルは、フレームソーの刃です。 掘削位置は、材料の硬度が最も高い歯の根元で選択されます。

プロセスも非常に高速ではありませんが、安定しています。これは、ドリル周辺のチップの量が徐々に増加していることに見ることができます。

ツールを左右に少し振ると、作業が速くなることがわかります。これにより、切断領域から切りくずが除去されます。
工具の先端が金属の厚さ全体を通過し、サンプルの反対側に小さな塊を形成するまで、一方でドリルを続けます。

金属の厚さは金属板の厚さよりも厚いため、ドリルを交換するか、プロセスの途中で使用するドリルを研磨する必要があります。その後、サンプルを裏返し、ドリルを続けます。


文字通り、ドリルを数回転させた後、貫通穴が形成されます。プロセスを継続して、嵌合部に必要な直径を達成します。
適切な円錐で穴を開けます。

この場合、円錐形のツールを使用するのが最も便利です。必要な穴サイズを達成し、円筒形にするのは簡単で高速です。

実際、大きなテーパーを備えたペンドリルの後、穴の直径は異なることがわかります。サンプルの表面に近いほど、中心は大きく、小さくなっています。

機械のこぎりからブレードをドリルします。

また、この場合、歯に近いゾーンを選択します。この場所では、特別な硬化により金属がより硬くなるからです。


このプロセスは、以前の2つのサンプルと比較して、より速く進行しているようです。これは、チップ形成の強度と、裏面から穴を開けずにスルーホールを取得することで確認できます。

穴を希望の直径にし、以前の場合のように円筒形にするには、コーンの1つが役立ちます。




実際には、どのブランドの高速度鋼も、普通の中国製ペンドリルでタイルに穴を開けられると確信しました。その主な利点は、アクセシビリティと安価な価格です。また、この場合、標準のコーンが便利です。これにより、穴の直径が指定され、円柱が与えられます。
最終的なヒントとコメント
掘削に亜麻仁油を使用すると(ステンレス鋼で作業するときに使用され、その組成にオレイン酸が含まれます)、生産性を向上させ、ツールをドラッグする頻度を減らし、加工の純度を高めることができます。
練習では、最初に小径のドリルを使用し、次に大径のドリルを使用すると、高速度鋼の穴あけプロセスの生産性が向上することが示されています。
一部の職人は、ドイツ製のネジまたはネジを使用して、高速度鋼を掘削するためのツールとしてコンクリート作業に使用しています。それらの際立った特徴-頭には「H」という文字があります(硬化-硬化)。
Share
Pin
Tweet
Send
Share
Send