Share
Pin
Tweet
Send
Share
Send
ガレージや国内で使用する溶接ユニットを作成する必要がありました。シンプルでありながら強力な、最大200 Aの出力電流により、最大12 mmの厚さの鋼を溶接します。電極「4」または「5」。


必要な
- 電子レンジからの4つの新しいまたは使用済みの電源トランス。
- 断面積が少なくとも50 mm2の絶縁より線。
- ワイヤとプレスプライヤーを圧着するためのスリーブ。
- シンプルな金属細工と大工道具。
- 装置用の多層合板。
- マルチメーターとリモート温度計。
- さまざまな小さなもの、ファスナー、ペイントなど。
電気部品の製造
トランスフォーマー自体は、電子レンジの修理店で新規購入または使用することができ、かなりの割引があります。

2番目の巻線を削除します。金属には、カッティングディスクまたは従来の弓のこを使用できます。主なものは、一次巻線を損傷しないことです!

切断された「一次」の残骸は、ひげまたは適切な鋼棒をノックアウトします。

次に、空いている「窓」にケーブルを10ターン慎重に置きます。

結論は15 cmです。

残りの変圧器で操作を繰り返します。
電気部品の確認
将来の溶接機の電気を確認する必要があります。
注意!
それ以降のすべての電気設置作業は、電源を切ったデバイスでのみ行う必要があります!
スキームに従って巻線のねじれを接続します。

「パラレル」のネットワーク、以前のセカンダリ。

出力巻線は直列に組み立てられます。

この場合、1つの巻線の出力を次の巻線の入力に接続する必要があります!
ネットワークの巻線を強力な220 Vコンセントに接続し、負荷がない状態でユニットが消費する電流をチェックします。
約11 A.、多すぎるが耐えられる。
組み合わせた電力溶接巻線の出力で電圧を測定します。結果は35-37 Vの電圧でした。各変圧器には9 Vがあります。

次に、アークの発火の可能性を確認し、一対のスチール部品を溶接します。
ブリュー!縫い目は優れています。

溶接中、入力電流32-35 A、アーク電流170-190 A
私たちは変圧器の加熱をチェックします、それは80℃を超えません。許可された。

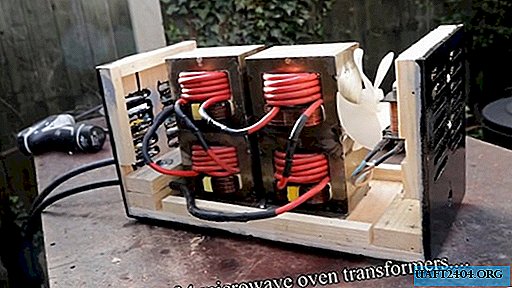
住宅
トランスを2つに溶接します。

あなたは金属の本体を作ることができます、あなたは準備ができている何かを拾うことができます。合板から作る方が簡単でした。


ハウジングには大きな通気孔が必要です。



トランスを強制的に吹き付けるためのファンを設置します。

最終組立
すべてのノードと部品をハウジングに取り付けます。巻線のリード線、ネットワークおよび出力溶接、対応する直径の金属スリーブの接続を行います。プレストングでスリーブを圧縮します。


ジョイントを熱収縮チューブで隔離し、ヘアドライヤーで加熱します。
蓋を閉じて、デバイスの準備ができました。

作業確認
2つの6 mmを溶接します。鋼板。弧は滑らかで、電流の「ドローダウン」はありません。縫い目は深い浸透で得られます。


ケースの穴を通して、変圧器の過熱をチェックします。温度は40℃をわずかに超えています。
12 mmで繰り返し溶接します。鉄くず。結果は再び肯定的です。
「溶接機」が判明!
確かに、デバイスのトランスは比較的小さいことを覚えておく価値があります。したがって、溶接ユニットPV(介在物の持続時間)またはPN(負荷の持続時間)の最も重要な特性は20〜30%と小さいです。 3分間調理し、装置を7〜8分間休ませます。この時点で、電極を変更し、溶接する部品を再配置し、休むことができます。
デバイスのパフォーマンスを向上させるには、加熱を減らします。より強力なファンを設置するか、2つ目のファンを設置するのが理にかなっています。 1つは空気を吹き、もう1つは引きます。冷却効率が向上します。
Share
Pin
Tweet
Send
Share
Send