Share
Pin
Tweet
Send
Share
Send

主な材料:
- スチールコーナー20x20 mm;
- アルミニウムサポートSBR20のシャフト。
- SBR20シャフトの下のリニアベアリングのキャリッジ-12個。
- 鋼板10 mm;
- 角30x30 mm;
- 長いヘアピンM10;
- 鋼板3 mm;
- コーナー40x40 mm;
- 四爪ターニングチャック;
- 足付きハウジングのベアリング-3個。
- 足付きベアリング用シャフト;
- シャフトの滑車;
- プーリー付き電動モーター;
- ドライブベルト;
- ツールホルダーとカッター
- M8ボルト。
旋盤製作
写真のように、20x20 mmの角度から機械のフレームが溶接されます。完成した部品の上面は、機器の残りの部分を均等に取り付けることができるように研磨する必要があります。

SBR20アルミニウムサポート上のシャフトで作られた2本の縦レールがフレームに沿ってネジ止めされています。リニアベアリングの3つのキャリッジに取り付けられています。

ベースプレートは10 mmの鋼板から切り出され、キャリッジに固定されます。キャリッジごとに4本の24本のボルトでネジ止めされます。


次に、送り軸を固定する必要があります。これにより、プラットフォームが機械に沿って移動します。このために、直径10 mmの長いヘアピンが使用されます。マシンの両端で、30x30 mmの角からボルトで固定されたサポートに固定されています。

キャリッジのプラットフォームをシャフトに取り付けるには、プレートの背面に突起を作成する必要があります。これを行うには、ブラケットを3 mmのスチールストリップから曲げます。写真のようにプレートにネジ止めする必要があります。


次に、作られたブラケットは、スタッドから送り軸にねじ込まれた3番目のナットM10に溶接されます。シャフトが回転すると、プラットフォームが機械に沿って移動します。

完成したプラットフォームでは、同じシャフトからの2本のクロスレールがアルミニウムサポートSBR20に固定されています。各スライドには、3つのキャリッジが取り付けられています。

厚さ10 mmの鋼板を24本のボルトでキャリッジにねじ込みます。


プラットフォームを横方向に動かすには、送り軸の取り付けも必要です。下部プラットフォーム機構と同じ原理に従って、同じM10スタッドから作られています。このため、30x30 mmの角を曲がった2つのサポートと、3 mmのストリップからのブラケットが、シャフトの3つのM10ナットに溶接されて作られています。



次に、ツールホルダーの下にキューブプラットフォームを作成する必要があります。その上部と下部は鋼板10 mm、鋼板の側面は3 mmでできています。このアセンブリには荷重がかかるため、別の3 mm鋼板インサートで補強する必要があります。得られた立方体の上部には、糸を切る中央の穴が開けられています。工場のツールホルダーを取り付けるために使用されます。

4本のボルトを備えたツールホルダーのベースは、機械の小さなプラットフォームにネジ止めされています。

ハンドルは、機械の縦および横送りシャフトに取り付けられています。

20x20 mmのコーナーからマシンのベースの周りに、40x40 mmのコーナーが溶接されます。新しいコーナーの縦方向の細部は、スピンドルを固定するための左側のベースを得るために長くなります。

写真のように、得られたベースに40x40 mmの角度を溶接します。結果として得られる構造は、強い変形荷重がかかるため、インサートによって強化されます。
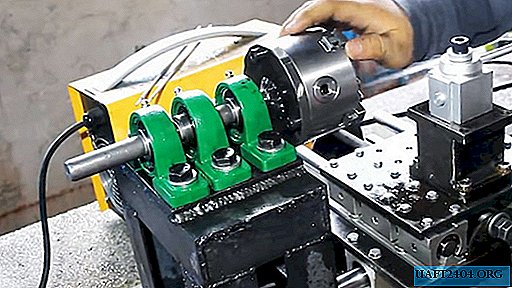
得られたフレームの上に10 mmの鋼板のプラットフォームを溶接します。 3つのベアリングがタブ付きのハウジングに取り付けられています。スチールシャフトがベアリングに挿入されます。


工場の4ジョーチャックの直径に対応する円は、10 mmの鋼板から切り取られます。シャフトの直径に対応する中央に大きな穴が開けられています。製造された部品は、ベアリングに取り付けられたシャフトに取り付けられます

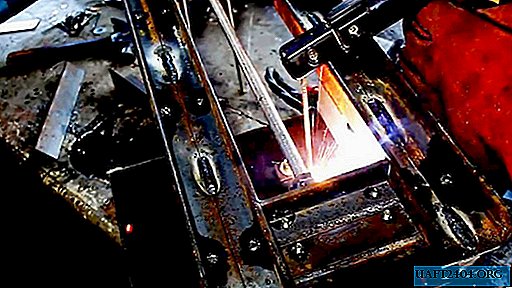
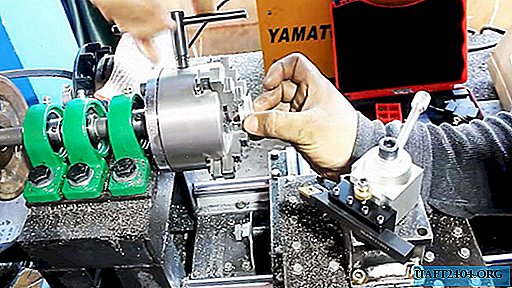
4ジョースピンドルをシャフトに取り付けて固定したら、カットサークルを押して、3本のボルトを使用してカートリッジで引っ張る必要があります。これにより、シャフトに溶接する前に円のバランスを取ることができます。
次に、4ジョースピンドルを取り外して、溶接円の線に沿ってシャフトの余分な部分を切断する必要があります。ターニングチャックはシートに戻され、3本のボルトで固定されます。
プーリーがシャフトの背面に取り付けられています。

既存の電気モーターの場合、20x20 mmのコーナーからフレームが作成されます。小さなプーリーがモーターに取り付けられています。

その後、プーリー間でベルトを引っ張って、エンジンをスピンドルシャフトベアリングプラットフォームのベースに取り付ける必要があります。電気モーターのフレームは、溶接後にベルトの張力を調整できるように作成する必要があります。

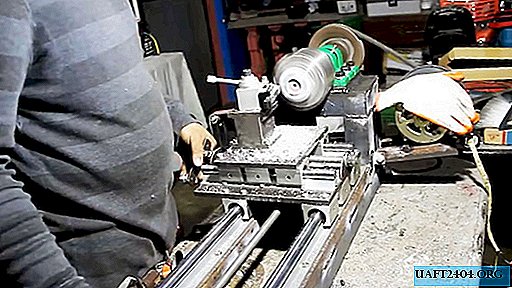
カッターを機械のツールホルダーに固定すると、意図した目的に使用することができます。この設計により、主軸が取り付けられている円にカッターを移動して研削することができ、より正確になります。


結果として得られるマシンには、たとえばテールストックのインストールをアップグレードする機能があり、これにより、より深刻なタスクを実行できます。これはかなり高価なプロジェクトですが、工場旋盤よりも費用がかかりません。




Share
Pin
Tweet
Send
Share
Send