Share
Pin
Tweet
Send
Share
Send

必要になります
そのためには、時間、多大な労力、最大限の精度、および以下の資料が必要です。

- ステンレス製ボルトM20×70;
- サムホイール;
- ホイールに数字を適用するためのツール。
- 鋼球;
- ばね鋼線(0.3および0.8 mm)。
機器から:なしではできません:
- 旋削、穴あけ、フライス盤;
- 金属加工の副;
- ペンチ;
- 金属用の弓のこ。
- グラインダー;
- 金属と紙の切断用はさみ;
- スプリングとスナップリングを巻くためのマンドレル。
製造技術
作業は3つの段階で構成されます:部品とアセンブリの製造、アセンブリ、および番号のコードの組み合わせのインストール。
部品およびアセンブリの生産
サイドロック
旋盤では、ボルト頭を2つに分割し、ロッドをねじ山の深さまでドリルします。


棒の一部を万力で固定し、金属のこぎりで縦に半分に見ました。


テンプレートとマーカーを使用して、六角形のプレートの1つに、ロックのサイドパッドの輪郭を適用します。

グラインダーの接着された六角形を、ロックのサイドライニングの描かれた輪郭に沿って研磨し、端に穴を開けます。


グラインダーのロックのサイドプレートの輪郭を表示するためだけに使用される丸いパターンの「脚」を穴に挿入します。

ドリルとサイドプレートのエンドミルを備えたボール盤で、穴の仕上げプロファイルを形成します。大きな穴の周りに均等に円を描くように、9つの凹部のエンドミルを実行します。

ソフトサークルを使用して、ロックのサイドプレートのすべての表面を研磨します。


ピン
4つのハーフシリンダーのうち、特別なクランプを使用して、旋盤の丸棒をワークの中央まで削ります。




最初のピンは、マウントの側面にある車輪用です。一方では、穴用の座、他方では、保持リング用の環状溝と止まり穴があります。


フライスで、止まり穴の全長に渡って縦溝を実行します。




固定側の2番目のピンは、ロックのサイドプレートの穴とブラインド縦穴あけ用の座を備えた中実の丸棒のように見えます。






移動側の3番目のピンキーも、固体シリンダーの下に伸びています。次に、ローラーの軸をカートリッジの回転軸から横にずらすために、片側をガスケットでカートリッジに固定します。その結果、カッターで加工すると、直径の小さい丸いほぞが形成され、その中心はピンの中心と一致しません。



次に、フライス加工により、オフセットほぞの両側に2つの棚を形成します。その結果、円弧で接続された2つの面を持つロッドが出てきます。

同じカッターを使用して、左右対称の加工によりロッドの断面を大きくします。


エンドミルは、5本の長方形の等しい溝を加工します。その結果、5つの等しい突起も形成されます。
ファイル、ファイル、およびエメリー紙は、すべての突起を備えたコアに望ましい形状を与え、エッジとリブを丸めます。最後に、これと他のすべてのロッドは柔らかい円で磨かれます。



ロッドをロックのサイドパッドの所定の位置に挿入します。
移動側の上部シャフトの機能を果たす4番目のピンは、ロックのサイドプレートの穴のサイズに合わせて穴が開けられ、一方ではやすりとソフトサークルで半球にやすりがけされています。また、その場所に挿入します。



溶接、研削、研磨
背面のすべてのピンをロックのサイドプレートに溶接します。

グラインダーの溶接部を研磨し、やすりで縁を丸め、サンドペーパーで仕上げ、柔らかい円で磨きます。

ファイルのセットを使用して、ピンの端に縦方向のスロットを持つ溝を形成します。可動ピンを動かないピンの穴に入れてみます。



数字付き真鍮ホイール
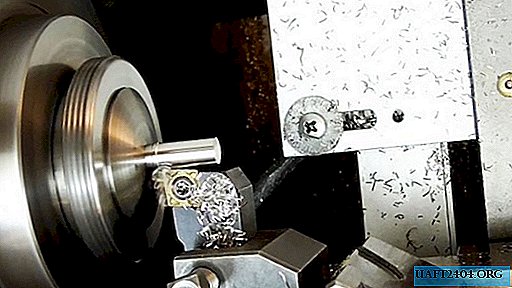
数字付きの真鍮ホイールを4つ作ります。旋盤でサイズに合わせて溝を切った後、最初に中央に貫通穴を開け、一方ではそれを特定の深さまで広げた後、ワークピースを切り取ります。





5番目のホイールは、両側に中央の溝があり、一方が他方より深いという点で、他のホイールと異なります。
ホイールジェネレーターに印刷するための数字の列は、シリコンのミラーコート紙に印刷されています。
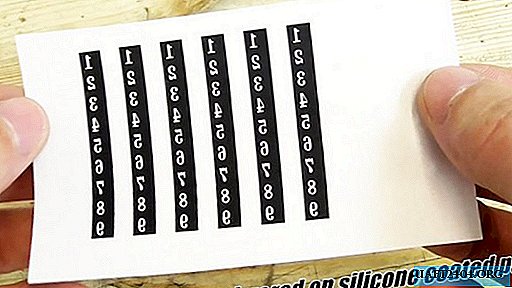
数字の縦のストリップをハサミで切り取り、ホイールのジェネレーターに貼り付けます。

フォーミングホイールの表面に数値を変換し、ホットアイロンの裏にそれらを実行します。その結果、紙が分離し、数字の付いたシリコンの層がリングにくっつきます。


保護のため、数字で形成されているものを除くホイールのすべての表面は、マニキュアで覆われています。

車輪をワイヤーにひもでつなぎ、傾斜したセルの底に置き、45分間エッチングするために塩化鉄溶液で満たすと、車輪が魅力的になり、数値が対照的です。


次に、ホイールを特別なマンドレルに取り付け、ナットで締め、旋盤チャックに固定します。次に、ホイールブロックをサンドペーパーで処理し、パイルクロスで磨きます。
特別なホルダーにホイールを固定し、フライス盤を使用して、ミルで半円形の溝を作り、大きな穴に出ます。
ホイールの端で、9つの凹部を円状に均等に実行します。


ホイールをマンドレルに1つずつ固定し、旋盤チャックに固定します。ホイールに調整されたローレットを入れ、オイルで潤滑してから機械の電源を入れます。円形のノッチは、細いストリップの端にあるホイールに転がされます。


カッターはノッチの端からバリを取り除きます。
ホイールの端に0.8 mmの穴を開け、半円形の溝の反対側に切り込みを入れて穴を開けます。

繰り返しますが、ホイールをマンドレルに順番に置き、デジタル凹部に黒い塗料を塗り、平らな面で余分な部分を取り除き、回転するホイールに押し付けてから、柔らかい布で塗ります。



追加の詳細、アセンブリおよびコーディング
旋盤に取り付けられたスプリングを巻くための特別なマンドレルを使用して、0.3 mmのスプリング鋼線から5つのスプリングを製造します。


スプリングを巻くときにマンドレルにワイヤを保持するために、ペンチを使用し、端を切断するために-金属用はさみ。
スプリングに加えて、数字付きのホイールを組み立てるには、2 mmあたり5つのスチールボールが必要です。

ばねに沿って車輪の止まり穴に挿入し、上からボールで覆います。


次に、スプリングとボールを備えた5つのホイールすべてが上部シャフトに張られます。
万力、プライヤー、およびワイヤーカッターで固定された単純なマンドレル上の0.8 mmのスプリングスチールワイヤーから、シャフト上の数字の付いたホイールを絞って保持するためのストップロックを作成します。

ピンセットでストッパーの一方の端をロッドの端の溝に挿入し、中央のストッパーを押します。その後、2番目のエッジがその下にあるものすべてを確実に覆い保持します。



ロッドが所定の位置にある状態でコードロックの2番目の側壁を挿入すると、デバイスの操作準備が整います。しかし、ロックはロックされていますが、数字のランダムな組み合わせが設定されているためです。コードダイヤルは、ホイール上のロック要素の位置によって決定され、各ロック専用です。


Share
Pin
Tweet
Send
Share
Send