Share
Pin
Tweet
Send
Share
Send

スタンプの製造のための材料:
- プロファイルパイプ;
- 角30x30x4 mm;
- 10x60 mm以上のストリップ。
- チューブ;
- 2つの圧力ばね
曲げスタンプの作成
スタンプのベースを製造するには、2本のプロファイルパイプを溶接する必要があります。彼らは1つの平面に設定され、よく沸騰します。形成された縫い目は地面です。



90度曲げダイマトリックスを得るには、2つの角に沿って溶接する必要があります。縫い目は、ワークピースが適切に曲がるのを妨げないように、端と形成された外側の角で行う必要があります。次に、ダイマトリックスをプロファイルからサポートプラットフォームに溶接します。コーナーの長さは、プロファイルパイプのサイトのエッジの両側で数センチ短くすることが重要です。



強力なストリップを使用して、ワークピースをダイに押し込むパンチを作成します。彼女の作業rib骨を研ぐ必要があります。研ぎには、金属に切断できる鋭利な刃先があってはなりません。


チューブはパンチの端に溶接されています。次に、小径のガイドチューブを開始し、プレスの下部支持プラットフォームに立てて溶接します。


溶接後、パンチを取り外し、ガイドチューブにスプリングを取り付けます。スタンプの各部分を分離せずにそれらの間に空白を挿入できるようにします。

スプレーペイントでペイントします。


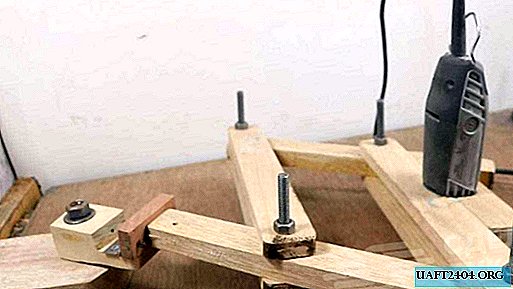
スタンプを読み込むには、プレスのフレームを強力なパイプから溶接する必要があります。フレームには、移動できない横方向のアンテナを備えたスライドバーがあります。絞るために、車のジャックが使用されます。底部に取り付けられます
クロスバー、およびその上部はフレームに支えられ、プレートの一部で補強されています。移動バーから下にロッドが移動します。ジャッキ内の圧力が上昇したときにクロスバーを上げるには、2本のバネで吊るす必要があります。
プレスにスタンプを置き、ダイとパンチの間にワークピースを保持して、ジャックを押し込みます。彼はスタンプを押し、ワークピースを曲げます。このようなスタンプは、優れたジャッキを備えた強力なフレームの存在下で、予備加熱なしで厚さ6 mmの鋼板を曲げることができます。

Share
Pin
Tweet
Send
Share
Send