Share
Pin
Tweet
Send
Share
Send

必要な資料から:
- -ビーム50x50 mm;
- -厚さ12 mmの合板;
- -M10ピンとM10ナット。
- -強化ワッシャー8;
- -ワッシャー6;
- -幅広の帽子が付いた3本の木ネジ;
- -木ネジ25 mm;
- -大工用接着剤(私はPVAを使用しました)。
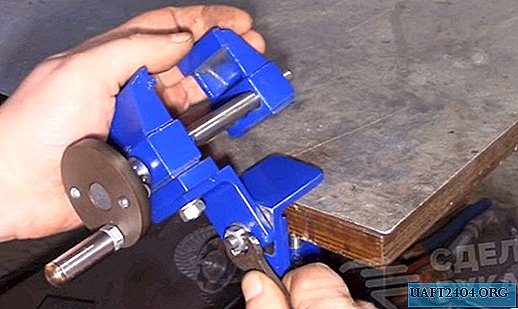
掘削バイスを製造するための段階的なマスタークラス
50x50x120 mmの3本のバーをカットし、2本の中心にマークを付け、ワークピースの反対側のコーナーから2つの対角線を引きます。

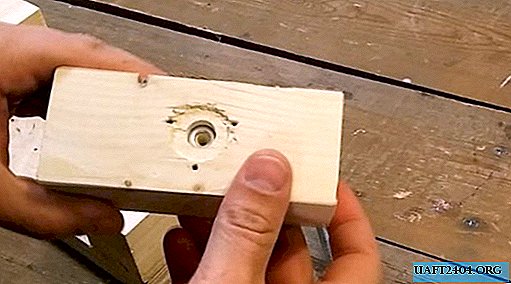
マークされた中心に沿った最初のバーで、10 mmの貫通穴を一貫して実行し、その後、直径16 mmで同軸に深さ8 mmにします。

次に、ナットM10を見てください。

そしてナットの輪郭に沿って、鉛筆で、または私がしたようにのみでナットのカウンターをマークします。

ノミを使って、バーに六角穴を2番目の穴の深さと16 mmの深さで作ります。

ナットをクランプで穴に押し込みますが、ハンマーで簡単に打つことができます。


2番目のバーを取り、Forstnerドリルでのマーキングに従って、24 mmの穴を2 mmの深さにし、2番目の穴を12 mmの穴と6 mmの深さと同軸にします。

穴の周囲に沿って均等に24 mm、120度後、セルフタッピングねじ用に直径3 mmの穴をさらに3つ開けます。

次に、厚さ12 mmのベニヤ板から万力のベースを組み立てます。120x 270 mmのピースと、それぞれ45 x 270 mmのピースが2つ必要です。接続されたパーツを事前に接着し、19 mmの長さのカットに沿ってセルフタッピングネジで固定します(最初に、セルフタッピングネジの場合は、ファスナーの皿頭の面取りで穴を開けます)。


同様に、万力の固定ジョーとスラスト部分を固定します。


万力の静止部分の準備ができました。

拡大されたワッシャー8に2つのカットを実行して、穴の幅に沿って溝を形成します。


長さ250 mmのM10ヘアピンに、6 mmの端から離れて、直径約8 mm、幅約3 mmの溝を作ります。


旋盤のハンドルを回します。旋盤がない場合、レーキまたはシャベル(既製の店で販売されています)のハンドルの一部を切り取ったり切断したりできます。

ハンドルの両端に2つの穴を開けます-一端に直径10 mmから深さ60 mmの穴を開けます。

一方、セルフタッピングねじの直径は3 mmです。

エポキシにヘアピンを付けます。

一方、セルフタッピングも同様です。

可動スポンジとハンドルを組み立てます。
穴12の底部に、goto用のワッシャー6を配置します。これにより、ねじれたときにピンが木材ではなく金属の上に置かれます。
ヘアピンをねじ込み、ワッシャーを8に設定し、可動スポンジにねじで固定します。

マシンバイスの準備ができました。

ビデオで製造と組み立てのプロセスをさらに詳しく見ることができます。
ハンドルにセルフタッピングねじが必要なのはなぜですか?

これについては、ビデオでも確認できます!
Share
Pin
Tweet
Send
Share
Send