Share
Pin
Tweet
Send
Share
Send

必要になります
丸パイプの例でこの接続方法を検討してください。作業を成功させるには、次のツールと材料を事前に用意しておく必要があります。
- 直径75 mm、長さ1000 mm以上のパイプ。
- 回転テーブル付きの振り子ソー。
- 取り外し可能なクランプ;
- 測定テープと巻尺;
- マーカーと金属板;
- 電気またはガス溶接装置;
- 平らな水平面。
ダブルコーナージョイントを実行する手順
この作業では、いくつかの特別なスキルは必要ありませんが、すべての操作、そして何よりもマーキングと測定を正確かつ正確に実行する必要があります。
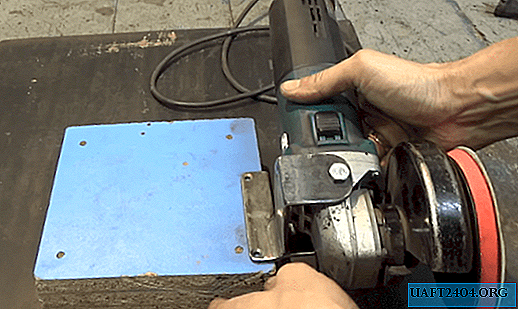
1.振り子のこぎりのテーブルにパイプを置き、巻尺で必要な長さを測定し、マーカーにマーカーを付け、クランプでワークを固定し、最初のパイプ部分を切り取ります。この操作をさらに2回繰り返し、直径75 mm、長さ300 mmの3つのチューブブランクを取得します。その他の場合、寸法は任意です。


2.振り子鋸のテーブルを45度回転させ、この位置に固定します。

3.振り子のこぎりのテーブルの3つのパイプセグメントのそれぞれを固定回転で固定し、正確に45度になるように一方の端からカットします。


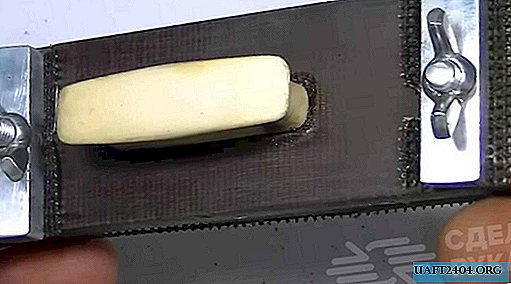
4.最初の切断後にパイプブランクの位置を変更せずに、最後に心と垂直の直径と水平の直径を描画し、マーカーによるストロークによってパイプボディとの交点に注目します。

5.振り子のこぎりのテーブル上のパイプの固定を弱め、縦方向の位置を変更せずに、1/4円または時計回りに90度回してワークピースを再度固定し、平らな金属板を使用して縦方向のずれがないことを確認します。

6.カットがすでに完了した状態で、最後にもう1つカットします。結果は複雑な構成です-振り子のこぎりの平らなディスクとパイプの円筒面の相互作用の結果です。 3つのパイプブランクすべてをこの操作の対象にします。



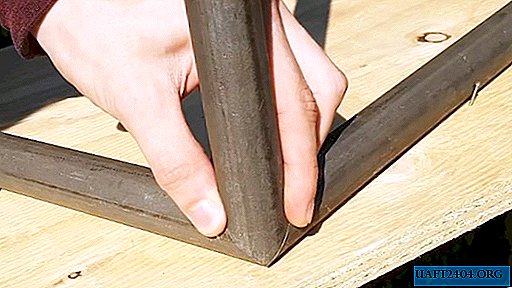
7. 2つのブランクを水平面に置き、互いに切れ目を入れて、目的のラインに触れるまでそれらをまとめます。マーキングが正しく、カットが効率的に行われた場合、ブランクは90度に等しい平坦な角度を形成します。
8.パイプブランクの位置を変更せずに、電気溶接またはガス溶接によって内側から「つかむ」ことにより、パイプブランクを相互に固定します。

9.水平に配置された2本のパイプの接合部にのみ、3番目の要素を上から垂直に取り付けるだけです。マーキングとセグメントが正確に作成された場合、すべての端点を持つ上部ワークピースは、意図された場所と正確に一致します。

...そして最後に
怪我や損傷をなくすために、手袋と溶接マスクなどの個人用保護具を使用する必要があります。
Share
Pin
Tweet
Send
Share
Send