Share
Pin
Tweet
Send
Share
Send

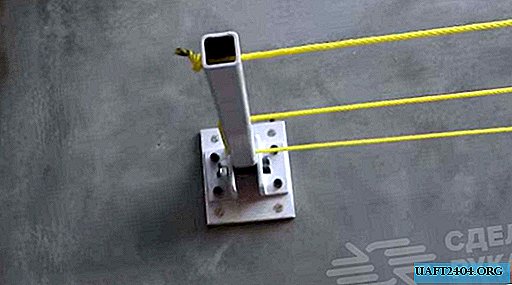
プレホール溶接
初心者の溶接工にとっては、必要な経験を得るために、上部の板金に穴を予備的に開けて電気リベットを作り始める価値があります。厚さ3 mmの鋼を溶接する場合、その直径は6〜9 mmでなければなりません。

電極は、上部シートの開口部を通して下部ワークピースに適用されます。薄いスチールを使用する場合、点火は中心から開始し、ゆっくりとシフトして、エッジに金属を堆積し続け、上方向に円を描いて移動します。大きな穴のある厚い金属では、電極の端を照らす必要があります。円を描くように移動する場合は、中心に移動することがあります。


信頼性の高いリベットを入手するには、いくつかのルールに従う必要があります。
- 下側のワークピースをすばやく加熱するには、溶接機に110Aの電流を設定することをお勧めします。
- 接続する部品のねじれを防ぐために、少なくとも2つのリベットを配置します。
- 薄いワークピースをしっかりと圧縮して、上部の金属の焼けを防ぎます。
- 金属の断面が大きいほど、リベットを取り付けるための穴の直径が大きくなります。
- リベットは一時停止することなく一度に設定されます。これにより、すべてのスラグが上に集まり、ノックダウンしてきちんとした菌を得ることができます。
穴のない燃焼による電気リベットの取り付け
シーム溶接の経験があれば、トップシートに穴を開けることなく、すぐに電気リベットを入れることができます。この方法は、薄板のスポット溶接に適しています。電極は接合部に取り付けられ、上部を焼くという特有の音が出るまで保持されます。シートが燃え尽きるとすぐに、電極をゆっくりと持ち上げて、金属を堆積させ、結果として生じる穴を閉じる必要があります。

電気リベットを薄い金属に置くと、ルチル電極が使用できます。より深刻なワークでは、メインコーティングの方が優れています。少なくとも2つのリベットが作成されている場合、接続された部品は衝撃のどの方向でも壊れることはありません。リベットを使用した調理は、電極の消費量の点でより高速で経済的であるため、この方法は非常に便利です。


Share
Pin
Tweet
Send
Share
Send