Share
Pin
Tweet
Send
Share
Send
必要になります
自家製製品の製造では、単純な材料とコンポーネントを使用します。
- プレキシガラス;
- ネジ3.0×16 mmを使用。
- ベアリング;
- ラウンドフラットマグネット;
- 接着剤。
マーキング装置の作業では、以下を使用する必要があります。フライス盤とボール盤。ジグソーパズル;機械式エメリーホイール;ドレメル;万力、クランプおよびクランプ;ドライバーと木mall。
デバイスの目的を考えると、次のものを使用する必要があります。金属製の定規。強調された正方形;マーキング表面ゲージ;コンパス;スクライバー;ゴニオメーター分度器。
マーキング装置で作業する手順
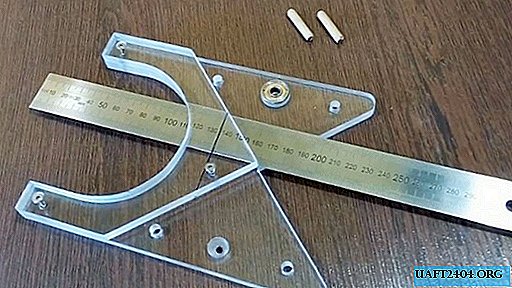
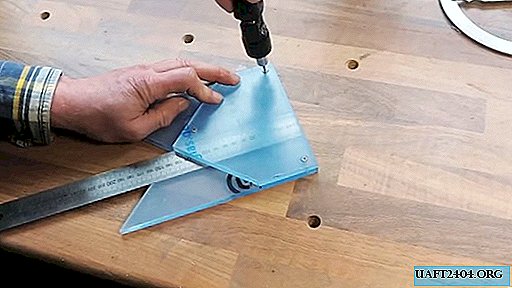
プレキシガラスから、ユニバーサルマーキングの基本要素である14×20 cmと14×13 cmの2つのプレートを実行します。

大きなプレートに、45度の小さい側からの長さに沿って角ノッチをマークします。

ルーラーの溝をマークします。

大きなプレートと定規を使用して、小さなプレートをマークし、「屋根」の角度が90度、「ベース」が14 cmの「家」の形にします。



プレートを等しい側面と組み合わせ、分度器と分度器が側面の一致を制御します。
ミリングヘッドをセットアップした後、定規の溝をミリングして、側面の1つがプレートの中心を正確に通過するようにします。


保護紙を取り外し、定規を溝に入れ、2つ目のプレートをその上に置き、定規の動きを確認します。
マーキング穴には、取り付けネジ用の穴があります。
平らな面に取り付け、正方形を使用して、プレートの水平および垂直の相対位置の精度を確認します。
プレートを2つのクランプとドリル穴で固定し、ネジの頭に穴を開けます。

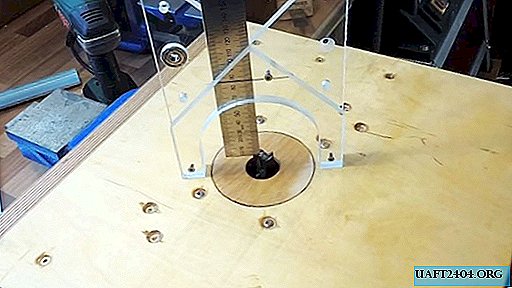
プレートを固定する前に、多層合板の長方形に直角をマークすることにより、溝に取り付けられた定規に従って位置の精度を確認します。
プレートに以前にマークした穴を開けて、ネジで固定します。
定規、一対のコンパス、正方形を使用して、2つのプレートの合計面積に対称な半円形のカットをマークします。ジグソーを使用して、大きなプレートの鋭いエッジをカットします。

掘削機のスピンドルに取り付けられたカッターでサンドペーパーを使用して切断プロファイルを研磨します。

大きなプレートに2つのスパイラルと1つのフェザードリルで一連の対称的な穴を開けます。


ネジを外し、プレートを取り外します。

ルーラーの溝の中央に、ブラインドリセスを加工します。

機械的なエメリーホイールの切り抜きの端を丸めます。

必要に応じて、定規に測定テープを貼り付けることができます。ベースに平行な小さなプレートで、カットアウトの上部と外側の角の間の中央に線を引きます。保護紙を取り除き、研磨ペーストを使用してドレメルでプレートを研磨します。

プレートの大きな巣で、接着剤にベアリングを付けます。より良いフィット感を得るには、プラスチック製のmallを使用してください。

また、定規の溝にあるソケットに丸い磁石を取り付けます。余分な接着剤はナプキンで取り除きます。

定規を溝に入れ、磁石で固定します。 3本のネジとドライバーを使用してプレートを組み立てます。

基準矩形板に直角をプロットして、マーキングデバイスをテストします。分度器と分度器によるチェックにより、不正確さがないことが確認されます。

自家製マーカーの使用
私たちのデバイスは、多くのマークアップと操作を実行できます。
- ダボのマーキングと取り付け。デバイスをワークの端面に置き、リミッターロッドを底の穴に挿入します。リミッターロッドは、ワークの表面に沿ってスライドし、鉛筆が別の穴に挿入された状態で平行線を提供します。


- ドリル穴。リミッターロッドは別の穴に再配置され、ワークピースの外側でスライドします。ベアリングをマークに合わせて穴あけを行います。

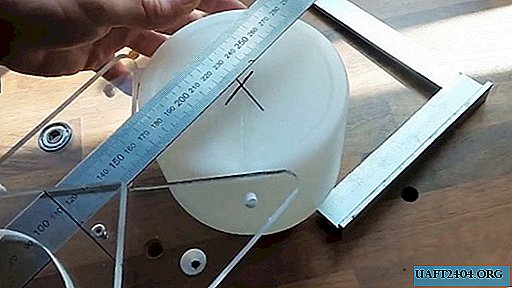
- 丸い部分の中心をマークします。コーナーグルーブの側面は、ワークピースの側面に寄りかかっており、鉛筆を一列に並べて中央領域に線を引きます。部品を回転させて、線を再び描きます。精度を制御するために、3行目を実行します。線の交点が円の中心になります。
- 切削深さの設定。筆記者をミルの上に置き、定規の端に突き当たります。プレート上の照準器を使用して、カッターの出口の高さを決定します。





そして、これらはこのデバイスが持つことができるすべてのアプリケーションではありません!
Share
Pin
Tweet
Send
Share
Send