Share
Pin
Tweet
Send
Share
Send
通常、このような接続は審美的な目的で使用されます。これは、通常の設計ではより簡単な取り付けオプションがありますが、同時に強度特性が向上するためです。

必要になります
作業中に気が散らないように、次のツールと資料を事前に準備する必要があります。
- 長方形パイプのセグメントの3つの同一のセクションと長さ;
- 45度の底辺に角度のある金属製マーキング三角形。
- マーカー
- 回転テーブル付きの振り子ソー。
- 取り外し可能なクランプ。
ダブルコーナージョイントプロセス
この作業は、マークアップと実際には接続という2つの部分に分けることができます。作業の最初の部分が正しく、必要な精度で行われた場合、2番目の部分は単純な形式に変わります。

それでは、始めましょう:
1.三角形を使用して、一端に近い幅の広い辺に沿った3つのセグメントに45度の線を引きます。材料を節約するために、最後の角度で実行できます-終了角度の1つから。

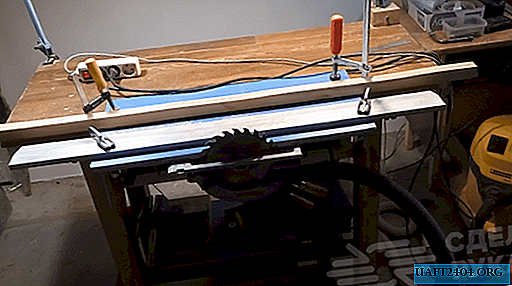
2.振り子のこぎりのテーブルを45度のスケールで設定します。これにより、同じ角度で切断される部品に対して、切断ツールのディスクの平面の位置が自動的に確保されます。

3.または、マーキングに従ってカットを行います。これは、取り外し可能なクランプを使用して長方形のパイプのセグメントをテーブルに固定することにより、信頼性を高めるために複製されます。


4.傾斜したエッジでパイプを90度回転し、再度マーキングを45度でマークします。



5.もう一度、操作番号3(取り付け、固定、セグメント)を繰り返しますが、新しいマークアップに従います。


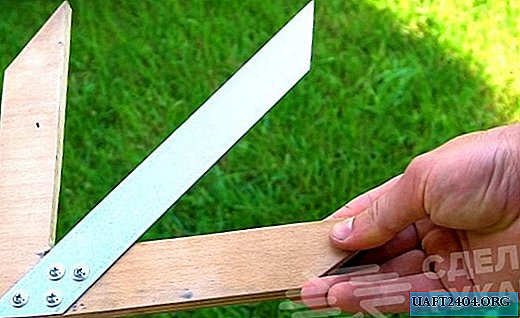
6.水平面で、大きな対角線に沿って切断された2つの準備された端部のパイプ部分を接続します。信頼性を高めるために、外角を測定できます。正確には90度でなければなりません。
7. 3番目のパイプセグメントを取得し、アセンブリの最初の2つを試した後、通常のマーキングを行い、最初の2つのセグメントの対応する面と一致する振り子のこぎりの助けを借りて成形部品を形成します。



両側を切断します。

結果として、角結合はそれ自体で得られます。

おわりに
作業の2番目の部分である接合は、材料が木材またはプラスチックの場合は接着、詳細が金属の場合ははんだ付け、ガスアセチレンまたは電気溶接によって行うことができます。
Share
Pin
Tweet
Send
Share
Send